Glossaire
Vous trouverez ci-dessous un glossaire des termes et des sujets liés à grand nombre de nos fixations, outils et systèmes. Si vous avez des questions sur le contenu ou si vous pensez que nous avons oublié quelque chose, veuillez nous contacter à ce sujet.
Série 8-UN - Une combinaison diamètre-pas standard avec des filets à pas gros et 8 filets par pouce. Cette série est couramment utilisée à la place des filetages UNC pour les boulons d’un diamètre supérieur à 1 pouce.
Série 12-UN - Une combinaison diamètre-pas standard avec des filets à pas moyen et 12 filets par pouce. Cette série est couramment utilisée à la place des filetages UNF pour les boulons d’un diamètre supérieur à 1 1/2 pouce.
Série 16-UN - Une combinaison diamètre-pas standard avec des filets à pas gros et 8 filets par pouce. Cette série est couramment utilisée à la place des filetages UNC pour les boulons d’un diamètre supérieur à 1 pouce.
collage - L’assemblage de deux ou plusieurs matériaux par l’utilisation d’adhésifs tels que des liquides, des gouttes ou des gels
tolérance - Une quantité spécifique de jeu ou d’interférence entre les filetages.
Configuration de la visseuse d’angle - Les visseuses d’angle sont bien adaptées à de nombreuses applications d’assemblage. Les dimensions minimales de nos têtes d’angle leur permettent d’atteindre des endroits restreints, tandis que leur plus grande longueur effective réduit les forces de réaction du couple de serrage sur le manche. Pour les applications nécessitant un plus grand couple de serrage, ces outils peuvent être équipés de dispositifs de réaction de couple. STANLEY® propose une large gamme de visseuses d’angle pneumatiques et électriques avec une variété de méthodes de contrôle.
Enclume - L’ensemble bec d’un outil de pose utilisé pour sertir le collier d’une fixation à boulon de blocage. Communément appelé enclume à sertir.

asymétrique - Avoir des côtés différents. Un filet en dents de scie a des côtés asymétriques.
asymétrique - La tête ou la queue de la fixation qui est en contact avec la surface extérieure du matériau à assembler.
Fixation aveugle - Une fixation qui peut être installée en n’ayant accès qu’à un seul côté de la pièce à usiner. Voir la séquence animée concernant le positionnement des fixations .

Trou borgne - Un trou auquel on ne peut accéder que par une seule extrémité.

Côté borgne - Le côté du joint qui n’est pas accessible. Par exemple, la surface intérieure d’un profilé tubulaire ou rectangulaire.

trou fileté borgne - Un type de trou qui ne traverse pas complètement le matériau. La plupart des vis sont assemblées dans des trous borgnes.
Corps - Partie d’une fixation à rupture de tige qui s’étend dans le matériau d’origine.
Longueur du corps - Voir « Longueur de tige. »
boulon - Un dispositif fileté de forme cylindrique utilisé pour la fixation de pièces. Les boulons ont généralement des extrémités émoussées et s’accouplent avec un écrou.
Rainure de rupture - La rainure affaiblie dans la tige ou la goupille d’une fixation lui permettant de se rompre à une charge prédéterminée.

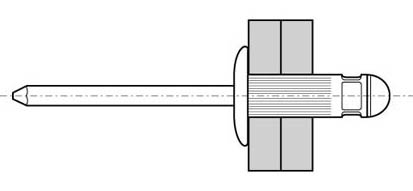
Fixation à rupture de tige - Une fixation qu’on installe en saisissant et en tirant l’extrémité du mandrin/de la tige. Une fois l’installation terminée, l’extrémité de la tige se rompt au niveau de la rainure de rupture et est mise au rebut, laissant la tête de la tige dans le corps de la fixation.
Broche - (en référence au système de fixation rapide Avdel®) L’action de tirer le mandrin à travers la fixation rapide afin de le positionner. Voir la séquence animée concernant le positionnement.

Charge de la broche - (en référence au système de fixation rapide Avdel®) La force requise pour tirer le mandrin à travers la fixation rapide afin de le positionner.
BSW - Filetage Whitworth - Une norme de mesure impériale de profilé du filetage, qui n’est plus utilisée couramment. Elle est couverte par la norme britannique BS 84.
Formation de bulbes - L’action physique du gonflement du corps de la fixation (formation radiale de bulbes) contre la face arrière du joint lorsqu’il est positionné. On les trouve généralement dans les fixations à rupture de tige, les fixations rapides et les inserts filetés. Voir la séquence animée concernant le positionnement des fixations.
filet en dents de scie - Un filet avec une arête asymétrique qui a un flanc droit et un flanc coudé.
copeau - Un morceau de métal non désiré qui est retiré d’une pièce à usiner. Les copeaux se forment lorsqu’un outil coupe ou meule du métal.
Force de serrage - La charge de compression induite dans le joint par la fixation installée. La force de serrage résiduelle (ou pré-tension du joint) est la charge de compression restant dans le joint après la pose de la fixation. Les forces de serrage sont plus élevées pendant la pose des fixations (force de traction).

degré d’ajustement - Un système qui désigne à quel point le fil doit être lâche ou serré en général.
jeu - Quantité d’espace ou de distance entre deux objets.
Serrement - La capacité d’une fixation à tirer ensemble et à maintenir ensemble des composants de matériaux de joints initialement séparés pendant le processus d’installation, c.-à-d. la capacité de « resserrement ».

Méthode de contrôle de l’obturateur actionné par embrayage - Les obturateurs actionnés par embrayage utilisent un embrayage à détection de couple instantané pour désengager le moteur de l’axe d’entraînement à un niveau de couple prédéfini. Le système coupe également l’alimentation du moteur. Cette obturation rapide réduit l’effet de la technique de l’opérateur sur la valeur de couple appliquée et l’impulsion du couple induit ressentie par l’opérateur. Les obturateurs actionnés par embrayage réduisent la variabilité du couple par rapport aux outils pneumatiques standard. La faible impulsion du couple induit rend les obturateurs actionnés par embrayage idéaux pour les applications portatives. Le couple est réglé sur l’outil et n’est pas affecté par les variations de la pression de l’air d’alimentation. L’embrayage à rouleaux exclusif de STANLEY élimine les éléments de friction que l’on trouve couramment dans les outils concurrents. Cela facilite la précision du contrôle de couple sans qu’il soit nécessaire de procéder à des réglages répétés du couple en cas d’usure de l’embrayage.
formage à froid - La mise en forme d’un métal à température ambiante.
Coupe collier/séparateur de collier - Un accessoire d’outil de pose qui enlève les colliers des fixations à boulon de blocage.

Remplissage complet du trou - Les fixations ayant cette caractéristique se dilatent pour remplir des trous irréguliers, fendus, surdimensionnés ou mal alignés.
Méthodes de contrôle - La méthode de contrôle doit correspondre aux spécifications du joint et à l’assurance qualité requise. Pour les applications les plus critiques, les contrôleurs à microprocesseur peuvent effectuer un contrôle à 100 % du couple dynamique appliqué et collecter des données statistiques de contrôle de processus. Ces méthodes peuvent éliminer le besoin de processus d’inspection secondaires. Lorsque les exigences de contrôle sont moins strictes, STANLEY® propose également des moyens plus économiques de contrôler le couple selon les spécifications requises.
sommet - Le sommet où deux flancs se rejoignent sur un filet.
Configuration de la serreuse à ergots - Les serreuses à ergots utilisent des formes géométriques particulières pour atteindre les zones difficiles d’accès, là où les outils plus conventionnels ne conviennent pas. Les têtes entraîné par pignons offrent des niveaux élevés de contrôle du couple. Des conceptions de tête particulières peuvent résoudre les problèmes d’assemblage les plus exigeants.
outil de coupe - Un dispositif fait d’un matériau dur et résistant qui est utilisé pour enlever le métal en créant des copeaux.
cylindre - Une forme solide et tridimensionnelle avec des extrémités circulaires et des côtés droits.
profondeur - Longueur de l’espace mesurée depuis la base du fond jusqu’à une ligne imaginaire enjambant les sommets d’un filet.
diamètre - La distance entre certains points sur un filetage.
filetage en deux temps - Avec deux arêtes enroulées autour du cylindre.
Clou-vis - La partie filetée mâle dans le bec d’un outil de pose d’inserts filetés, qui s’engage dans le filetage femelle des inserts.
adaptateur de vissage - Un capteur de couple qui se connecte à une interface informatique. Un adaptateur de vissage est un dispositif qui étend la portée de l’outil.
Méthode de contrôle par surveillance électronique - Les outils sans obturateur électronique peuvent être surveillés en contrôlant le processus de couple appliqué dynamiquement. Un moniteur à microprocesseur observe la signature de l’air comprimé pour chaque fixation en vue d’une inspection intégrale. Tout comme les obturateurs électroniques, les outils surveillés électroniquement comprennent généralement des voyants lumineux pour alerter l’opérateur de l’état de réussite ou d’échec.
Source d’énergie électrique - Les moteurs électriques à courant continu sans balais STANLEY® offrent un plug grand niveau de contrôle et un fonctionnement plus propre, plus silencieux et plus efficace que les outils pneumatiques. Les moteurs électriques à courant continu sans balais STANLEY® utilisent des aimants permanents à base de terres rares et une commutation à base de résolveur pour un rendement élevé et une exceptionnelle fiabilité. Le contrôle par microprocesseur permet de régler le couple, la vitesse et l’accélération indépendamment dans les directions avant ou arrière. La commande électrique à courant continu offre des stratégies de fixation utiles qui intègrent des algorithmes brevetés de contrôle de la vitesse qui détectent la vitesse de rotation du joint et, si nécessaire, réduisent automatiquement la vitesse du moteur pour minimiser le dépassement de couple. De tous les types d’outils électriques, les outils électriques à courant continu sont ceux qui nécessitent le moins d’entretien, ce qui réduit le coût total sur la durée de vie de l’outil.
Méthode de contrôle de l’obturateur actionné électroniquement - Disponible pour les outils électriques et pneumatiques, la commande électronique utilise un transducteur de couple dans l’outil relié à un régulateur commandé par microprocesseur. Le régulateur surveille le couple de serrage dynamique et arrête l’outil lorsque le couple atteint la valeur prédéfinie. Cette méthode de contrôle en boucle fermée contrôle avec précision le couple dynamique.
filetage externe - Un type de filetage formé à l’extérieur d’un cylindre, comme sur les boulons et les vis.
fixation - Un dispositif qui maintient deux ou plusieurs objets ensemble. Une fixation est un boulon ou une vis, ou même un bouton ou une fermeture éclair.
Corps de la fixation - La partie de la fixation, à l’exclusion de la tête, qui est généralement l’élément fonctionnel ou d’expansion en contact avec le joint.
longévité à la fatigue - La durée de vie d’un fil avant qu’il ne se rompe ou ne soit défectueux.
résistance à la fatigue - Contrairement à la dégradation ou à un défaut suite à l’utilisation.
Résistance à la fatigue - Capacité d’une fixation à résister à la rupture lorsqu’elle est soumise à des variations cycliques de contrainte.

filetage femelle - Une autre manière de désigner le filetage interne
Rayon du congé - La jonction concave de deux surfaces sécantes d’une fixation.
Ajustement - La plage d’étanchéité d’un joint, qui peut se produire en raison de la combinaison des tolérances de la fixation et du matériau d’origine.
Géométrie de l’outil fixé - Les serreuses fixées se montent généralement sur des équipements semi-automatiques pour être manipulées lors d’opérations d’assemblage avec un ou plusieurs outils. Les outils de fixation à broches multiples permettent l’assemblage simultané de plusieurs fixations. Les sorties peuvent être configurées à angle droit, en ligne et en excentration. Les têtes à broche décalée permettent une fixation simultanée sur des entraxes plus rapprochés. Toutes ces configurations sont disponibles avec des sorties de broche rétractables. Les serreuses à barres de réaction peuvent être montées sur des bras articulés ou des équilibreuses à réaction de couple. Ces dispositifs absorbent les forces de réaction de couple et aident l’opérateur à positionner l’outil. De nombreux outils portatifs utilisent du matériel de montage pour les applications fixes. D’autres moteurs d’assemblage sont dotés de brides de montage pour la fixation.
Bride - Un rebord en forme de disque formé sur l’extrémité d’un objet cylindrique, souvent lié à la géométrie de la tête d’une fixation.

Collier à bride - Un type de collier de boulon de blocage muni d’une bride, qui renforce la surface d’appui.

flanc - Côté incliné du corps d’un filet qui relie le fond au sommet.
Collier complet - Un collier à boulon de blocage standard pleine hauteur.
Resserrement du jeu - Voir « Serrement ».
Rallonges de carter d’engrenage pour les outils à biseauter - Les rallonges de carter d’engrenage s’insèrent entre l’engrenage et une sortie inclinée pour étendre la portée de l’outil.
Adhérence - L’épaisseur totale d’un joint fermé.

Plage de serrage - La différence entre l’adhérence minimale et maximale à laquelle une fixation pourra fonctionner.
Demi-collier - Un collier à boulon de blocage de hauteur réduite utilisé pour une saillie minimale du collier. : il permet de réduire les performances sous contrainte.

Géométrie de l’outil portatif - Les applications qui nécessitent qu’un opérateur manœuvre l’outil jusqu’à la fixation et le manipule tout au long du processus d’assemblage exigent des outils portatifs. Les outils portatifs sont déjà configurés comme n’importe lequel des outils répertoriés dans la section de configuration qui suit. La sélection appropriée de ces outils consiste à bien comprendre la tâche requise et à bien connaître le couple de réaction qui résulte et les facteurs humains impliqués dans l’exécution de la tâche. Aucun effort n’a été ménagé pour assurer que les outils conçus soient aussi conviviaux que possible compte tenu du travail qu’ils doivent accomplir. L’étape la plus critique est le processus de sélection, car la sécurité de l’opérateur doit toujours être la priorité absolue.
tête - Le sommet d’une fixation. Les différents types de fixations ont des têtes de formes différentes.
Tête factice - Les caractéristiques typiques de la tête d’une fixation. Par exemple, faible encombrement, grande bride, fraisée.
hélicoïdal - Enroulement en spirale, en ressort ou en bobine.
mouvement hélicoïdal - Une structure en spirale qui contient un motif répétitif.
Configuration de l’outil de maintien et d’entraînement - Les outils de maintien et d’entraînement maintiennent simultanément le boulon pendant que l’écrou est serré. Une extrémité formée sur le boulon entre en contact avec un tenon ou un embout correspondant, pour empêcher la rotation du boulon lorsque l’écrou associé est serré.
Remplissage du trou - La capacité d’une fixation à remplir le trou de passage dans lequel elle est installée. Elle est obtenue par la dilatation radiale du corps de la fixation pendant l’installation.
Matériau hôte - Voir « matériau à assembler ».
Hydro-pneumatique - Désigne les outils de pose. L’utilisation d’un système d’amplification à commande pneumatique pour générer les forces nécessaires à la pose des fixations.
angle inclus - L’angle créé par deux flancs adjacents.
Configuration de l’outil en ligne - Les outils droits conviennent aux applications de vissage où le couple appliqué est relativement faible. Ils sont également utiles dans les applications à couple plus élevé lorsque l’outil est fixé pour absorber la réaction de couple ou équipé d’une barre de réaction de couple. La barre de réaction est placée contre un support solide pour absorber l’impulsion du couple induit.
diamètre intérieur - La surface intérieure d’un objet sphérique ou cylindrique.
Outil de pose - L’outil utilisé pour poser une fixation. Peut être motorisé ou actionné à la main.

ajustement avec serrage - Quantité d’espace entre deux objets.
filetage interne - Un type de filetage formé dans des trous, comme dans des écrous.
Organisation internationale de normalisation - Une organisation basée en Suisse qui élabore et publie des normes pour ses membres internationaux. Elle est souvent désignée sous le nom ISO.
Filetage métrique ISO - Une forme de filetage au millimètre dont l’utilisation est normalisée en Europe.
Matériau des joints - Le matériau de l’application qui est fixé ensemble. Également appelé matériau d’origine.
pas hélicoïdal - La distance que parcourt une vis en un tour.
Chanfrein de guidage - L’extrémité conique d’une fixation qui facilite son insertion dans le trou.
filetage pas à gauche - Type de filetage que l’on visse en le faisant tourner dans le sens inverse des aiguilles d’une montre. Les filetages pas à gauche sont rares.
Fixation à boulon de blocage - Une fixation en deux pièces comprenant une broche et une collerette ; par exemple, Avdelok® ou Maxlok®. L’accès aux deux côtés du joint est nécessaire et l’installation s’effectue en emboutissant la collerette sur les rainures de verrouillage de l’axe.
Rainures de verrouillage - Ensemble de rainures sur l’axe d’une fixation à boulon de verrouillage, dans lesquelles la collerette est emboutie.
Positionnement en continu - (en référence au système de fixations rapides Avdel®) Désigne un certain nombre de fixations rapides, qui peuvent être manipulées et chargées dans un outil de pose en bloc.
diamètre principal - La distance entre les sommets d’un filetage. Le diamètre principal est le diamètre le plus large d’un filetage.
filetage mâle - Une autre manière de désigner le filetage externe.
Mandrin - (en référence au système de fixations rapides Avdel®) Une tige d’acier spécialement traitée sur laquelle est chargée le chargeur de fixations rapides. La tige d’une fixation à rupture de tige peut également être appelée mandrin.

Adhérence maximale - La plus grande épaisseur recommandée de matériau de joint pour une fixation.
Couple maximal - Le couple maximal recommandé à appliquer au boulon, qui ne provoquera pas de déformation du filetage ou de défaillance de l’insert fileté.
Tige verrouillée mécaniquement - La tige ou le mandrin est verrouillé dans la coque de fixation lors de la pose via un système mécanique. Cela élimine le risque que la tige se détache de la tête de la fixation et les problèmes associés aux tiges desserrés, par exemple, Monobolt®. Voir la séquence animée concernant le positionnement des fixations.

désignation métrique - La lettre « M » qui figure au début de toutes les désignations de filetages métriques.
norme de filetage métrique - Un filetage dont l’échelle de fabrication est en millimètres.
Adhérence minimale - La plus petite épaisseur recommandée de matériau de joint pour une fixation.
diamètre secondaire - La distance entre les fonds d’un filetage. Le diamètre secondaire est le diamètre le plus petit d’un filetage.
diamètre nominal - Le diamètre total de la pièce. Le diamètre nominal fait partie des caractéristiques d’un filetage métrique.
dimension nominale - La dimension par laquelle une chose est connue, qui peut être différente de sa dimension réelle et mesurable. Les bois de dimension 2 x 4 mesurent en fait 1 3/4 x 3 3/4 pouces.
fixation non filetée - Un type de fixation qui ne contient pas de filetage.
Ensemble bec/équipement de bec - Un kit de pièces montées sur un outil de pose. Le bec doit être adapté à une fixation spécifique, car il influence son installation et ses performances.
Bout du bec - La partie la plus avant interchangeable d’un bec. Le bout du bec doit être adapté à une fixation spécifique, car il influence son installation et ses performances.

écrou - Un bloc, généralement en métal, avec un trou fileté qui s’adapte à un boulon. La forme extérieure d’un écrou est souvent hexagonale.
diamètre extérieur - La surface extérieure d’un objet sphérique ou cylindrique.
Matériau d’origine - Voir « matériau à assembler ».
Passivation/Passivé - Un procédé qui améliore l’apparence et la résistance à la corrosion de certains finis plaqués sur les fixations.
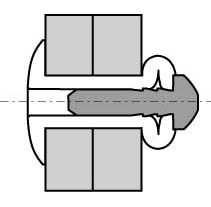
Queue de type à décollage - Un corps de rivet conçu pour s'ouvrir sur le côté borgne du joint pendant la pose pour fournir une grande surface d’appui sur le côté borgne dans les matériaux mous ; par exemple, T-Lok®. Voir la séquence animée concernant le positionnement des fixations.

Configuration de l’outil de préhension du pistolet - Les outils de préhension du pistolet sont couramment utilisés pour les applications portatives de vissage à faible couple ainsi que pour les applications de fixation ou manuelles à couple plus élevé où un dispositif de réaction peut être utilisé pour absorber les forces de réaction du couple. Il faut veiller à ce que le poignet de l’opérateur ne soit pas sollicité pendant l’utilisation de ces outils. Les outils spéciaux peuvent atteindre un couple maximum de 1 200 Nm.
pas - La distance d’une rainure du filet à la suivante mesurée d’un sommet à l’autre.
diamètre primitif - La distance mesurée entre les points primitifs dans la rainure entre les filets. Le diamètre primitif est l’une des dimensions les plus importantes dans le contrôle des filets.
point primitif - La position sur le filet où une distance égale existe entre les flancs sur la partie pleine du filet et dans l’espace entre les filets.
Source d’alimentation pneumatique - Les outils pneumatiques utilisent les systèmes d’air comprimé disponibles dans la plupart des usines d’assemblage. Ils offrent un excellent rapport poids/puissance et sont généralement plus rentables pour de nombreuses applications de fixation. Les moteurs pneumatiques de STANLEY ont une conception à faible inertie et à rotor bloqué qui utilise des matériaux à faible frottement, ce qui augmente l’efficacité de la conception et l’amélioration des vitesses. Les moteurs pneumatiques sont faciles à entretenir et offrent des performances fiables pendant de nombreuses années.
Coque - (en référence au système de fixations rapides Avdel®) Un chargeur de fixations rapides contenu dans un ruban de papier collé.
Rainures de traction - Ensemble de rainures sur la tige d’une fixation pour améliorer l’adhérence de l’outil lors de la traction.
Tirage - La force minimale requise pour faire sortir l’insert du matériau d’origine.
Force de traction - La force axiale que l’outil applique pendant la pose des fixations.
Pression - La force minimale requise pour extraire l’insert du matériau d’origine.

positionneur de rails - Une machine d’alimentation à vis.
Rivetage répétitif - Désigne le système de fixations rapides Avdel®.
Force de serrage résiduelle - Voir « Force de serrage. »
filetage pas à droite - Type de filetage que l’on visse en le faisant tourner dans le sens des aiguilles d’une montre. La plupart des fixations ont des filetages pas à droite.
fond - Le fond où deux flancs se rejoignent sur un filet.
vis - Un dispositif fileté qui permet de fixer des pièces ou transférer un mouvement. Les vis ont généralement des extrémités pointues.
Longueur de tige - Une longueur dimensionnée entre la tête de la fixation et sa queue.
Effort de cisaillement - L’effort appliqué à une fixation le long de l’interface du joint.

Serrage des feuilles - Voir « Serrement ».
filetage en un temps - Avec une arête enroulées autour du cylindre.
Fixation rapide - Une fixation tubulaire spécialement configurée dans le cadre du système de fixations rapides Avdel®. Les fixations sont fournies en nombres multiples dans un chargeur jetable, ou en vrac pour les systèmes de positionnement en continu Avdel®.
Système de fixations rapides - (en référence au système de fixations rapides Avdel®) Un outil de pose de fixations rapides dans lequel est chargé un chargeur de fixations. Ce système permet une installation très rapide.
Cannelures - Des arêtes en relief autour du corps de la fixation pour faciliter la continuité entre la fixation et le matériau du joint.
filet carré - Un filet avec des arêtes en forme de boîte. Les sommets forment un angle de 90° avec les flancs.
pas - Le nombre de filets individuels sur un dispositif.
Tige - L’élément constitutif d’une fixation à rupture de tige qui est retenue dans le corps. Également connu sous le nom de mandrin.

Retenue de la tige - La force nécessaire pour séparer la tige du corps d’une fixation à rupture de tige non installée.

section résistance - La zone d’un filet qui est soumise à une force de traction.
Retreinte - L’action de déformer radialement de façon permanente le collier d’un boulon de blocage sur l’axe.
Anneau pivotant - Les anneaux pivotants permettent à une équilibreuse de maintenir le poids de l’outil pendant que l’opérateur utilise l’outil dans la bonne position, car l’outil peut tourner librement dans l’anneau.
symétrique - Avec une dimension, une forme et une position similaires. Un filetage en V a des flancs symétriques.
Effort de traction -L’effort appliqué à une fixation sur toute sa longueur.
section résistante à la traction - La quantité de force appliquée sur la section résistante d’un filet. Les filets fins ont une plus grande section résistante à la traction que les filets épais.
filet - Une arête hélicoïdale en relief autour de la zone intérieure ou extérieure d’un objet de forme cylindrique. Les filets se trouvent sur les vis, les écrous et les boulons.
filetage - Méthode de production de filets qui utilise généralement un outil à arrête unique pour couper une ébauche ou une pièce à usiner lorsqu’elle tourne sur un tour.
profilé du filet - La forme ou le profilé d’un filet. Les profilés du filet comprennent des filets en V ou carrés.
filetage par roulage - Un processus de formage à froid qui utilise des matrices dures pour presser les filets dans une ébauche ou une pièce.
série d’un filet - Désignation d’un filet qui détermine la grosseur ou la finesse des filets.
fixation filetée - Un type de fixation qui contient des filets. Les boulons, les vis et les écrous sont des exemples de fixations filetées.
Insert fileté - Insert à installer dans un matériau en feuilles où un réceptacle pour un composant à filetage mâle est requis. Voir la séquence animée de l’installation des inserts filetés borgnes.
matrice de filetage par roulage - Un composant qui façonne le métal en utilisant une pression extrême dans des rouleaux rainurés pour former des filets.
filets par pouce - L’équivalent décimal du nombre de fils par pouce.
Durcissement à cœur - Un procédé pour accroître la dureté homogène du matériau.
Approbation TIR - Une norme utilisée par l’organisme chargé de l’inspection automobile. Il s’agit d’un système de métallisation agréé permettant aux véhicules de transport de marchandises de circuler entre des pays agréés par leurs autorités douanières respectives. Le système de métallisation garantit que tous les compartiments de charge, une fois scellés (à l’aide de fixations homologuées TIR), ne peuvent pas se voir ajouter ou retirer quoi que ce soit sans briser les scellés ou laisser des traces évidentes de dommages structurels.
classe de tolérance - Une combinaison de chiffres et de lettres qui indique le degré d’ajustement et s’il s’agit d'un filetage interne ou externe.
Vitesses de l’outil - Les vitesses de l’outil sont indiquées en tours par « minute, ou tr/min, et » désignent la vitesse libre ou la vitesse à laquelle l’outil fonctionne sans charge. Les vitesses des outils pneumatiques sont évaluées à une pression de service de 6,3 bar ou 90 psi, sauf indication contraire, et peuvent s’écarter de +/- 10 % de la valeur indiquée. Les vitesses des outils électriques correspondent à la vitesse nominale (maximale) de l’outil. Des vitesses variables inférieures à la vitesse nominale sont disponibles à travers l’interface de programmation.
Niveau de couple - Après avoir pris en compte la source d’alimentation, la méthode de contrôle et la configuration de l’outil, il convient d’inclure également le niveau de couple avant de sélectionner le modèle d’outil approprié. STANLEY® offre un large choix de plages de serrage pour chaque type spécifique d’outil répertorié. Les valeurs de couple nominal indiquées représentent le niveau de couple le plus élevé que l’on peut attendre de ce modèle. Le couple peut toujours être réglé à la baisse, mais jamais au-dessus de la valeur nominale. En règle générale, la plupart des outils pneumatiques peuvent être raisonnablement réglés à 50 % de leur couple nominal. Si l’application nécessite un réglage du couple nettement inférieur à la valeur nominale, il est souvent préférable de choisir l’outil de valeur nominale immédiatement inférieure, car cela permet généralement d’accélérer la vitesse de l’outil.
Couple de rotation - Il s’agit généralement du couple nécessaire pour faire tourner la fixation installée dans le matériau d’application, ce qui s’applique généralement aux inserts filetés.

Configuration de la serreuse d’écrous tubulaires - Les serreuses d’écrous tubulaires fixent généralement les raccords à compression sur les conduites hydrauliques. Ils peuvent également fixer les assemblages de câbles et les applications de réglage des tirants. Après le serrage de l’outil, la douille est ramenée en position d’ouverture initiale pour faciliter le retrait de l’outil.
Résistance ultime au cisaillement - L’effort de rupture de la fixation dans une situation de cisaillement. Elle peut ne pas refléter la résistance du matériau du joint.
Résistance ultime à la traction - L’effort de rupture de la fixation dans une situation de traction. Elle peut ne pas refléter la résistance du matériau du joint.
UNC - Filetage unifié gros filets - Norme impériale de forme de filetage, préférée aux États-Unis. Elle est couverte par la norme britannique BS 1580.
UNF - Filetage unifié filets fins - Norme impériale de forme de filetage, préférée aux États-Unis. Elle est couverte par la norme britannique BS 1580.
Gros pas normalisé - Désignation de filetage pour les filets plus épais.
Pas fin normalisé - Désignation de filetage pour les filets plus fins.
Filet de vis normalisé - Une forme de filetage au pouce normalisé aux États-Unis, au Canada et en Grande-Bretagne.
filetage en V - Type de forme de filetage dont les angles de flanc sont symétriques et l’angle du filet est de 60°. Le filetage en V est la forme de filetage la plus courante pour les fixations.
soudage - Procédé d’assemblage qui utilise la chaleur, la pression et/ou les produits chimiques pour fusionner deux matériaux de façon permanente.
Anneau en fil métallique - Les anneaux en fil métallique permettent de suspendre un outil à un crochet pour le ranger jusqu’à son utilisation.
- Série 8-UN
- Une combinaison diamètre-pas standard avec des filets à pas moyen et 8 filets par pouce. Cette série est couramment utilisée à la place des filetages UNF pour les boulons d’un diamètre supérieur à 1 pouce.
- Série 12-UN
- Une combinaison diamètre-pas standard avec des filets à pas moyen et 12 filets par pouce. Cette série est couramment utilisée à la place des filetages UNF pour les boulons d’un diamètre supérieur à 1 1/2 pouce.
- Série 16-UN
- Une combinaison diamètre-pas standard avec des filets à pas gros et 8 filets par pouce. Cette série est couramment utilisée à la place des filetages UNC pour les boulons d’un diamètre supérieur à 1 pouce.
- Collage
- L’assemblage de deux ou plusieurs matériaux par l’utilisation d’adhésifs tels que des liquides, des gouttes ou des gels.
- Tolérance
- Une quantité spécifique de jeu ou d’interférence entre les filetages.
- Configuration de la visseuse d’angle
- Les visseuses d’angle sont bien adaptées à de nombreuses applications d’assemblage. Les dimensions minimales de nos têtes d’angle leur permettent d’atteindre des endroits restreints, tandis que leur plus grande longueur effective réduit les forces de réaction du couple de serrage sur le manche. Pour les applications nécessitant un plus grand couple de serrage, ces outils peuvent être équipés de dispositifs de réaction de couple. STANLEY® propose une large gamme de visseuses d’angle pneumatiques et électriques avec une variété de méthodes de contrôle.
- Enclume
- L’ensemble bec d’un outil de pose utilisé pour sertir le collier d’une fixation à boulon de blocage. Communément appelé enclume à sertir.
- Surface d’appui
- La tête ou la queue de la fixation qui est en contact avec la surface extérieure du matériau à assembler.
- Fixation aveugle
- Une fixation qui peut être installée en n’ayant accès qu’à un seul côté de la pièce à usiner. Voir la séquence animée concernant le positionnement des fixations .
- Trou borgne
- Un trou auquel on ne peut accéder que par une seule extrémité.
- Côté borgne
- Le côté du joint qui n’est pas accessible. Par exemple, la surface intérieure d’un profilé tubulaire ou rectangulaire.
- Trou borgne
- Un type de trou qui ne traverse pas complètement le matériau. La plupart des vis sont assemblées dans des trous borgnes.
- Corps
- Partie d’une fixation à rupture de tige qui s’étend dans le matériau d’origine.
- Longueur du corps
- Voir « Longueur de tige. »
- Rainure de rupture
- La rainure affaiblie dans la tige ou la goupille d’une fixation lui permettant de se rompre à une charge prédéterminée.
- Fixation à rupture de tige
- Une fixation qu’on installe en saisissant et en tirant l’extrémité du mandrin/de la tige. Une fois l’installation terminée, l’extrémité de la tige se rompt au niveau de la rainure de rupture et est mise au rebut, laissant la tête de la tige dans le corps de la fixation.
- Broche
- (en référence au système de fixation rapide Avdel®) L’action de tirer le mandrin à travers la fixation rapide afin de le positionner. Voir la séquence animée concernant le positionnement .
- Charge de la broche
- (en référence au système de fixation rapide Avdel®) La force requise pour tirer le mandrin à travers la fixation rapide afin de le positionner.
- BSW
- Filetage Whitworth - Une norme de mesure impériale de profilé du filetage, qui n’est plus utilisée couramment. Elle est couverte par la norme britannique BS 84.
- Formation de bulbes
- L’action physique du gonflement du corps de la fixation (formation radiale de bulbes) contre la face arrière du joint lorsqu’il est positionné. On les trouve généralement dans les fixations à rupture de tige, les fixations rapides et les inserts filetés. Voir la séquence animée concernant le positionnement des fixations.
- Filet en dents de scie
- Un filet avec une arête asymétrique qui a un flanc droit et un flanc coudé.
- Copeau
- Un morceau de métal non désiré qui est retiré d’une pièce à usiner. Les copeaux se forment lorsqu’un outil coupe ou meule du métal.
- Force de serrage
- La charge de compression induite dans le joint par la fixation installée. La force de serrage résiduelle (ou pré-tension du joint) est la charge de compression restant dans le joint après la pose de la fixation. Les forces de serrage sont plus élevées pendant la pose des fixations (force de traction).
- Degré d’ajustement
- Un système qui désigne à quel point le fil doit être lâche ou serré en général.
- Jeu
- Quantité d’espace ou de distance entre deux objets.
- Serrement
- La capacité d’une fixation à tirer ensemble et à maintenir ensemble des composants de matériaux de joints initialement séparés pendant le processus d’installation, c.-à-d. la capacité de « resserrement ».
- Méthode de contrôle de l’obturateur actionné par embrayage
- Les obturateurs actionnés par embrayage utilisent un embrayage à détection de couple instantané pour désengager le moteur de l’axe d’entraînement à un niveau de couple prédéfini. Le système coupe également l’alimentation du moteur. Cette obturation rapide réduit l’effet de la technique de l’opérateur sur la valeur de couple appliquée et l’impulsion du couple induit ressentie par l’opérateur. Les obturateurs actionnés par embrayage réduisent la variabilité du couple par rapport aux outils pneumatiques standard. La faible impulsion du couple induit rend les obturateurs actionnés par embrayage idéaux pour les applications portatives. Le couple est réglé sur l’outil et n’est pas affecté par les variations de la pression de l’air d’alimentation. L’embrayage à rouleaux exclusif de STANLEY élimine les éléments de friction que l’on trouve couramment dans les outils concurrents. Cela facilite la précision du contrôle de couple sans qu’il soit nécessaire de procéder à des réglages répétés du couple en cas d’usure de l’embrayage.
- Formage à froid
- La mise en forme d’un métal à température ambiante.
- Coupe collier/séparateur de collier
- Un accessoire d’outil de pose qui enlève les colliers des fixations à boulon de blocage.
- Remplissage complet du trou
- Les fixations ayant cette caractéristique se dilatent pour remplir des trous irréguliers, fendus, surdimensionnés ou mal alignés.
- Méthodes de contrôle
- La méthode de contrôle doit correspondre aux spécifications du joint et à l’assurance qualité requise. Pour les applications les plus critiques, les contrôleurs à microprocesseur peuvent effectuer un contrôle à 100 % du couple dynamique appliqué et collecter des données statistiques de contrôle de processus. Ces méthodes peuvent éliminer le besoin de processus d’inspection secondaires. Lorsque les exigences de contrôle sont moins strictes, STANLEY® propose également des moyens plus économiques de contrôler le couple selon les spécifications requises.
- Sommet
- Le sommet où deux flancs se rejoignent sur un filet.
- Configuration de la serreuse à ergots
- Les serreuses à ergots utilisent des formes géométriques particulières pour atteindre les zones difficiles d’accès, là où les outils plus conventionnels ne conviennent pas. Les têtes entraîné par pignons offrent des niveaux élevés de contrôle du couple. Des conceptions de tête particulières peuvent résoudre les problèmes d’assemblage les plus exigeants.
- Outil de coupe
- Un dispositif fait d’un matériau dur et résistant qui est utilisé pour enlever le métal en créant des copeaux.
- Cylindre
- Une forme solide et tridimensionnelle avec des extrémités circulaires et des côtés droits.
- Profondeur
- Longueur de l’espace mesurée depuis la base du fond jusqu’à une ligne imaginaire enjambant les sommets d’un filet.
- Diamètre
- La distance entre certains points sur un filetage.
- Filetage en deux temps
- Avec deux arêtes enroulées autour du cylindre.
- Clou-vis
- La partie filetée mâle dans le bec d’un outil de pose d’inserts filetés, qui s’engage dans le filetage femelle des inserts.
- Adaptateur de vissage
- Un capteur de couple qui se connecte à une interface informatique. Un adaptateur de vissage est un dispositif qui étend la portée de l’outil.
- Méthode de contrôle par surveillance électronique
- Les outils sans obturateur électronique peuvent être surveillés en contrôlant le processus de couple appliqué dynamiquement. Un moniteur à microprocesseur observe la signature de l’air comprimé pour chaque fixation en vue d’une inspection intégrale. Tout comme les obturateurs électroniques, les outils surveillés électroniquement comprennent généralement des voyants lumineux pour alerter l’opérateur de l’état de réussite ou d’échec.
- Source d’énergie électrique
- Les moteurs électriques à courant continu sans balais STANLEY® offrent un plug grand niveau de contrôle et un fonctionnement plus propre, plus silencieux et plus efficace que les outils pneumatiques. Les moteurs électriques à courant continu sans balais STANLEY® utilisent des aimants permanents à base de terres rares et une commutation à base de résolveur pour un rendement élevé et une exceptionnelle fiabilité. Le contrôle par microprocesseur permet de régler le couple, la vitesse et l’accélération indépendamment dans les directions avant ou arrière. La commande électrique à courant continu offre des stratégies de fixation utiles qui intègrent des algorithmes brevetés de contrôle de la vitesse qui détectent la vitesse de rotation du joint et, si nécessaire, réduisent automatiquement la vitesse du moteur pour minimiser le dépassement de couple. De tous les types d’outils électriques, les outils électriques à courant continu sont ceux qui nécessitent le moins d’entretien, ce qui réduit le coût total sur la durée de vie de l’outil.
- Méthode de contrôle de l’obturateur actionné électroniquement
- Disponible pour les outils électriques et pneumatiques, la commande électronique utilise un transducteur de couple dans l’outil relié à un régulateur commandé par microprocesseur. Le régulateur surveille le couple de serrage dynamique et arrête l’outil lorsque le couple atteint la valeur prédéfinie. Cette méthode de contrôle en boucle fermée contrôle avec précision le couple dynamique.
- Filetage externe
- Un type de filetage formé à l’extérieur d’un cylindre, comme sur les boulons et les vis.
- Fixation
- Un dispositif qui maintient deux ou plusieurs objets ensemble. Une fixation est un boulon ou une vis, ou même un bouton ou une fermeture éclair.
- Corps de la fixation
- La partie de la fixation, à l’exclusion de la tête, qui est généralement l’élément fonctionnel ou d’expansion en contact avec le joint.
- Longévité à la fatigue
- La durée de vie d’un fil avant qu’il ne se rompe ou ne soit défectueux.
- Résistance à la fatigue
- Contrairement à la dégradation ou à un défaut suite à l’utilisation.
- Résistance à la fatigue
- Capacité d’une fixation à résister à la rupture lorsqu’elle est soumise à des variations cycliques de contrainte.
- Filetage femelle
- Une autre manière de désigner le filetage interne.
- Rayon du congé
- La jonction concave de deux surfaces sécantes d’une fixation.
- Ajustement
- La plage d’étanchéité d’un joint, qui peut se produire en raison de la combinaison des tolérances de la fixation et du matériau d’origine.
- Géométrie de l’outil fixé
- Les serreuses fixées se montent généralement sur des équipements semi-automatiques pour être manipulées lors d’opérations d’assemblage avec un ou plusieurs outils. Les outils de fixation à broches multiples permettent l’assemblage simultané de plusieurs fixations. Les sorties peuvent être configurées à angle droit, en ligne et en excentration. Les têtes à broche décalée permettent une fixation simultanée sur des entraxes plus rapprochés. Toutes ces configurations sont disponibles avec des sorties de broche rétractables. Les serreuses à barres de réaction peuvent être montées sur des bras articulés ou des équilibreuses à réaction de couple. Ces dispositifs absorbent les forces de réaction de couple et aident l’opérateur à positionner l’outil. De nombreux outils portatifs utilisent du matériel de montage pour les applications fixes. D’autres moteurs d’assemblage sont dotés de brides de montage pour la fixation.
- Bride
- Un rebord en forme de disque formé sur l’extrémité d’un objet cylindrique, souvent lié à la géométrie de la tête d’une fixation.
- Collier à bride
- Un type de collier de boulon de blocage muni d’une bride, qui renforce la surface d’appui.
- Flanc
- Côté incliné du corps d’un filet qui relie le fond au sommet.
- Collier complet
- Un collier à boulon de blocage standard pleine hauteur.
- Resserrement du jeu
- Voir « Serrement ».
- Rallonges de carter d’engrenage pour les outils à biseauter
- Les rallonges de carter d’engrenage s’insèrent entre l’engrenage et une sortie inclinée pour étendre la portée de l’outil.
- Adhérence
- L’épaisseur totale d’un joint fermé.
- Plage de serrage
- La différence entre l’adhérence minimale et maximale à laquelle une fixation pourra fonctionner.
- Demi-collier
- Un collier à boulon de blocage de hauteur réduite utilisé pour une saillie minimale du collier. Note : il permet de réduire les performances sous contrainte.
- Géométrie de l’outil portatif
- Les applications qui nécessitent qu’un opérateur manœuvre l’outil jusqu’à la fixation et le manipule tout au long du processus d’assemblage exigent des outils portatifs. Les outils portatifs sont déjà configurés comme n’importe lequel des outils répertoriés dans la section de configuration qui suit. La sélection appropriée de ces outils consiste à bien comprendre la tâche requise et à bien connaître le couple de réaction qui résulte et les facteurs humains impliqués dans l’exécution de la tâche. Aucun effort n’a été ménagé pour assurer que les outils conçus soient aussi conviviaux que possible compte tenu du travail qu’ils doivent accomplir. L’étape la plus critique est le processus de sélection, car la sécurité de l’opérateur doit toujours être la priorité absolue.
- Tête
- Le sommet d’une fixation. Les différents types de fixations ont des têtes de formes différentes.
- Tête factice
- Les caractéristiques typiques de la tête d’une fixation. Par exemple, faible encombrement, grande bride, fraisée.
- Hélicoïdal
- Enroulement en spirale, en ressort ou en bobine.
- Mouvement hélicoïdal
- Une structure en spirale qui contient un motif répétitif.
- Configuration de l’outil de maintien et d’entraînement
- Les outils de maintien et d’entraînement maintiennent simultanément le boulon pendant que l’écrou est serré. Une extrémité formée sur le boulon entre en contact avec un tenon ou un embout correspondant, pour empêcher la rotation du boulon lorsque l’écrou associé est serré.
- Remplissage du trou
- La capacité d’une fixation à remplir le trou de passage dans lequel elle est installée. Elle est obtenue par la dilatation radiale du corps de la fixation pendant l’installation.
- Matériau hôte
- Voir « matériau à assembler ».
- Hydro-pneumatique
- Désigne les outils de pose. L’utilisation d’un système d’amplification à commande pneumatique pour générer les forces nécessaires à la pose des fixations.
- Angle inclus
- L’angle créé par deux flancs adjacents.
- Configuration de l’outil en ligne
- Les outils droits conviennent aux applications de vissage où le couple appliqué est relativement faible. Ils sont également utiles dans les applications à couple plus élevé lorsque l’outil est fixé pour absorber la réaction de couple ou équipé d’une barre de réaction de couple. La barre de réaction est placée contre un support solide pour absorber l’impulsion du couple induit.
- Diamètre intérieur
- La surface intérieure d’un objet sphérique ou cylindrique.
- Outil de pose
- L’outil utilisé pour poser une fixation. Peut être motorisé ou actionné à la main.
- Ajustement avec serrage
- Quantité d’espace entre deux objets.
- Filetage interne
- Un type de filetage formé dans des trous, comme dans des écrous.
- Organisation internationale de normalisation
- Une organisation basée en Suisse qui élabore et publie des normes pour ses membres internationaux. Elle est souvent désignée sous le nom ISO.
- Filetage métrique ISO
- Une forme de filetage au millimètre dont l’utilisation est normalisée en Europe.
- Matériau des joints
- Le matériau de l’application qui est fixé ensemble. Également appelé matériau d’origine.
- Pas hélicoïdal
- La distance que parcourt une vis en un tour.
- Chanfrein de guidage
- L’extrémité conique d’une fixation qui facilite son insertion dans le trou.
- Filetage pas à gauche
- Type de filetage que l’on visse en le faisant tourner dans le sens inverse des aiguilles d’une montre. Les filetages pas à gauche sont rares.
- Fixation à boulon de blocage
- Une fixation en deux pièces comprenant une broche et une collerette ; par exemple, Avdelok® ou Maxlok®. L’accès aux deux côtés du joint est nécessaire et l’installation s’effectue en emboutissant la collerette sur les rainures de verrouillage de l’axe.
- Rainures de verrouillage
- Ensemble de rainures sur l’axe d’une fixation à boulon de verrouillage, dans lesquelles la collerette est emboutie.
- Positionnement en continu
- (en référence au système de fixations rapides Avdel®) Désigne un certain nombre de fixations rapides, qui peuvent être manipulées et chargées dans un outil de pose en bloc.
- Diamètre principal
- La distance entre les sommets d’un filetage. Le diamètre principal est le diamètre le plus large d’un filetage. Une autre manière de désigner le filetage externe.
- Filetage mâle
- Une autre manière de désigner le filetage externe.
- Mandrin
- (en référence au système de fixations rapides Avdel®) Une tige d’acier spécialement traitée sur laquelle est chargée le chargeur de fixations rapides. La tige d’une fixation à rupture de tige peut également être appelée mandrin.
- Adhérence maximale
- La plus grande épaisseur recommandée de matériau de joint pour une fixation.
- Couple maximal
- Le couple maximal recommandé à appliquer au boulon, qui ne provoquera pas de déformation du filetage ou de défaillance de l’insert fileté.
- Tige verrouillée mécaniquement
- La tige ou le mandrin est verrouillé dans la coque de fixation lors de la pose via un système mécanique. Cela élimine le risque que la tige se détache de la tête de la fixation et les problèmes associés aux tiges desserrés, par exemple, Monobolt®. Voir la séquence animée concernant le positionnement des fixations.
- Désignation métrique
- La lettre « M » qui figure au début de toutes les désignations de filetages métriques.
- Norme de filetage métrique
- Un filetage dont l’échelle de fabrication est en millimètres.
- Adhérence minimale
- La plus petite épaisseur recommandée de matériau de joint pour une fixation.
- Diamètre secondaire
- La distance entre les fonds d’un filetage. Le diamètre secondaire est le diamètre le plus petit d’un filetage.
- Diamètre nominal
- Le diamètre total de la pièce. Le diamètre nominal fait partie des caractéristiques d’un filetage métrique.
- Dimension nominale
- La dimension par laquelle une chose est connue, qui peut être différente de sa dimension réelle et mesurable. Les bois de dimension 2 x 4 mesurent en fait 1 3/4 x 3 3/4 pouces.
- Fixation sans filetage
- Type de fixation qui ne contient pas de filetage.
- Ensemble bec/équipement de bec
- Un kit de pièces montées sur un outil de pose. Le bec doit être adapté à une fixation spécifique, car il influence son installation et ses performances.
- Bout du bec
- La partie la plus avant interchangeable d’un bec. Le bout du bec doit être adapté à une fixation spécifique, car il influence son installation et ses performances.
- Écrou
- Un bloc, généralement en métal, avec un trou fileté qui s’adapte à un boulon. La forme extérieure d’un écrou est souvent hexagonale.
- Diamètre extérieur
- La surface extérieure d’un objet sphérique ou cylindrique.
- Matériau d’origine
- Voir « matériau à assembler ».
- Passivation/Passivé
- Un procédé qui améliore l’apparence et la résistance à la corrosion de certains finis plaqués sur les fixations.
- Queue de type à décollage
- Un corps de rivet conçu pour s'ouvrir sur le côté borgne du joint pendant la pose pour fournir une grande surface d’appui sur le côté borgne dans les matériaux mous ; par exemple, T-Lok®. Voir la séquence animée concernant le positionnement des fixations.
- Configuration de l’outil de préhension du pistolet
- Les outils de préhension du pistolet sont couramment utilisés pour les applications portatives de vissage à faible couple ainsi que pour les applications de fixation ou manuelles à couple plus élevé où un dispositif de réaction peut être utilisé pour absorber les forces de réaction du couple. Il faut veiller à ce que le poignet de l’opérateur ne soit pas sollicité pendant l’utilisation de ces outils. Les outils spéciaux peuvent atteindre un couple maximum de 1 200 Nm.
- Pas
- La distance d’une rainure du filet à la suivante mesurée d’un sommet à l’autre.
- Diamètre primitif
- La distance mesurée entre les points primitifs dans la rainure entre les filets. Le diamètre primitif est l’une des dimensions les plus importantes dans le contrôle des filets.
- Point primitif
- La position sur le filet où une distance égale existe entre les flancs sur la partie pleine du filet et dans l’espace entre les filets.
- Source d’alimentation pneumatique
- Les outils pneumatiques utilisent les systèmes d’air comprimé disponibles dans la plupart des usines d’assemblage. Ils offrent un excellent rapport poids/puissance et sont généralement plus rentables pour de nombreuses applications de fixation. Les moteurs pneumatiques de STANLEY ont une conception à faible inertie et à rotor bloqué qui utilise des matériaux à faible frottement, ce qui augmente l’efficacité de la conception et l’amélioration des vitesses. Les moteurs pneumatiques sont faciles à entretenir et offrent des performances fiables pendant de nombreuses années.
- Coque
- (en référence au système de fixations rapides Avdel®) Un chargeur de fixations rapides contenu dans un ruban de papier collé.
- Rainures de traction
- Ensemble de rainures sur la tige d’une fixation pour améliorer l’adhérence de l’outil lors de la traction.
- Tirage
- La force minimale requise pour faire sortir l’insert du matériau d’origine.
- Force de traction
- La force axiale que l’outil applique pendant la pose des fixations.
- Pression
- La force minimale requise pour expulser l’insert du matériau d’origine.
- Positionneur de rails
- Une machine d’alimentation à vis.
- Rivetage répétitif
- Désigne le système de fixations rapides Avdel®.
- Force de serrage résiduelle
- Voir « Force de serrage. »
- Filetage pas à droite
- Type de filetage que l’on visse en le faisant tourner dans le sens des aiguilles d’une montre. La plupart des fixations ont des filetages pas à droite.
- Fond
- Le fond où deux flancs se rejoignent sur un filet.
- Vis
- Un dispositif fileté qui permet de fixer des pièces ou transférer un mouvement. Les vis ont généralement des extrémités pointues.
- Longueur de tige
- Une longueur dimensionnée entre la tête de la fixation et sa queue.
- Effort de cisaillement
- L’effort appliqué à une fixation le long de l’interface du joint.
- Serrage des feuilles
- Voir « Serrement ».
- Filetage en un temps
- Avec une arête enroulée autour du cylindre.
- Fixation rapide
- Une fixation tubulaire spécialement configurée dans le cadre du système de fixations rapides Avdel®. Les fixations sont fournies en nombres multiples dans un chargeur jetable, ou en vrac pour les systèmes de positionnement en continu Avdel®.
- Système de fixations rapides
- (en référence au système de fixations rapides Avdel®) Un outil de pose de fixations rapides dans lequel est chargé un chargeur de fixations. Ce système permet une installation très rapide.
- Cannelures
- Des arêtes en relief autour du corps de la fixation pour faciliter la continuité entre la fixation et le matériau du joint.
- Filet carré
- Un filet avec des arêtes en forme de boîte. Les sommets forment un angle de 90° avec les flancs.
- Tige
- L’élément constitutif d’une fixation à rupture de tige qui est retenue dans le corps. Également connu sous le nom de mandrin.
- Retenue de la tige
- La force nécessaire pour séparer la tige du corps d’une fixation à rupture de tige non installée.
- Section résistante
- La zone d’un filet qui est soumise à une force de traction.
- Retreinte
- L’action de déformer radialement de façon permanente le collier d’un boulon de blocage sur l’axe.
- Anneau pivotant
- Les anneaux pivotants permettent à une équilibreuse de maintenir le poids de l’outil pendant que l’opérateur utilise l’outil dans la bonne position, car l’outil peut tourner librement dans l’anneau.
- Symétrique
- Avec une dimension, une forme et une position similaires. Un filetage en V a des flancs symétriques.
- Effort de traction
- L’effort appliqué à une fixation sur toute sa longueur.
- Section résistante à la traction
- La quantité de force appliquée sur la section résistante d’un filet. Les filets fins ont une plus grande section résistante à la traction que les filets épais.
- Filet
- Une arête hélicoïdale en relief autour de la zone intérieure ou extérieure d’un objet de forme cylindrique. Les filets se trouvent sur les vis, les écrous et les boulons.
- Filetage
- Méthode de production de filets qui utilise généralement un outil à arrête unique pour couper une ébauche ou une pièce à usiner lorsqu’elle tourne sur un tour.
- Profilé du filet
- La forme ou le profilé d’un filet. Les profilés du filet comprennent des filets en V ou carrés.
- Filetage par roulage
- Un processus de formage à froid qui utilise des matrices dures pour presser les filets dans une ébauche ou une pièce.
- Série d’un filet
- Désignation d’un filet qui détermine la grosseur ou la finesse des filets.
- Fixation filetée
- Type de fixation qui contient des filets. Les boulons, les vis et les écrous sont des exemples de fixations filetées.
- Insert fileté
- Insert à installer dans un matériau en feuilles où un réceptacle pour un composant à filetage mâle est requis. Voir la séquence animée de l’installation des inserts filetés borgnes.
- Matrice de filetage par roulage
- Un composant qui façonne le métal en utilisant une pression extrême dans des rouleaux rainurés pour former des filets.
- Filets par pouce
- L’équivalent décimal du nombre de fils par pouce.
- Durcissement à cœur
- Un procédé pour accroître la dureté homogène du matériau.
- Approbation TIR
- Une norme utilisée par l’organisme chargé de l’inspection automobile. Il s’agit d’un système de métallisation agréé permettant aux véhicules de transport de marchandises de circuler entre des pays agréés par leurs autorités douanières respectives. Le système de métallisation garantit que tous les compartiments de charge, une fois scellés (à l’aide de fixations homologuées TIR), ne peuvent pas se voir ajouter ou retirer quoi que ce soit sans briser les scellés ou laisser des traces évidentes de dommages structurels.
- Classe de tolérance
- Une combinaison de chiffres et de lettres qui indique le degré d’ajustement et s’il s’agit d'un filetage interne ou externe.
- Vitesses de l’outil
- Les vitesses de l’outil sont indiquées en tours par « minute, ou tr/min, et » désignent la vitesse libre ou la vitesse à laquelle l’outil fonctionne sans charge. Les vitesses des outils pneumatiques sont évaluées à une pression de service de 6,3 bar ou 90 psi, sauf indication contraire, et peuvent s’écarter de +/- 10 % de la valeur indiquée. Les vitesses des outils électriques correspondent à la vitesse nominale (maximale) de l’outil. Des vitesses variables inférieures à la vitesse nominale sont disponibles à travers l’interface de programmation.
- Niveau de couple
- Après avoir pris en compte la source d’alimentation, la méthode de contrôle et la configuration de l’outil, il convient d’inclure également le niveau de couple avant de sélectionner le modèle d’outil approprié. STANLEY® offre un large choix de plages de serrage pour chaque type spécifique d’outil répertorié. Les valeurs de couple nominal indiquées représentent le niveau de couple le plus élevé que l’on peut attendre de ce modèle. Le couple peut toujours être réglé à la baisse, mais jamais au-dessus de la valeur nominale. En règle générale, la plupart des outils pneumatiques peuvent être raisonnablement réglés à 50 % de leur couple nominal. Si l’application nécessite un réglage du couple nettement inférieur à la valeur nominale, il est souvent préférable de choisir l’outil de valeur nominale immédiatement inférieure, car cela permet généralement d’accélérer la vitesse de l’outil.
- Couple de rotation
- Il s’agit généralement du couple nécessaire pour faire tourner la fixation installée dans le matériau d’application, ce qui s’applique généralement aux inserts filetés.
- Configuration de la serreuse d’écrous tubulaires
- Les serreuses d’écrous tubulaires fixent généralement les raccords à compression sur les conduites hydrauliques. Ils peuvent également fixer les assemblages de câbles et les applications de réglage des tirants. Après le serrage de l’outil, la douille est ramenée en position d’ouverture initiale pour faciliter le retrait de l’outil.
- Résistance ultime au cisaillement
- L’effort de rupture de la fixation dans une situation de cisaillement. Elle peut ne pas refléter la résistance du matériau du joint.
- Résistance ultime à la traction
- L’effort de rupture de la fixation dans une situation de traction. Elle peut ne pas refléter la résistance du matériau du joint.
- UNC - Filetage unifié gros filets
- Norme impériale de forme de filetage, préférée aux États-Unis. Elle est couverte par la norme britannique BS 1580.
- UNF - Filetage unifié filets fins
- Norme impériale de forme de filetage, préférée aux États-Unis. Elle est couverte par la norme britannique BS 1580.
- Gros pas normalisé
- Désignation de filetage pour les filets plus épais.
- Pas fin normalisé
- Désignation de filetage pour les filets plus fins.
- Filet de vis normalisé
- Une forme de filetage au pouce normalisé aux États-Unis, au Canada et en Grande-Bretagne.
- Filetage en V
- Type de forme de filetage dont les angles de flanc sont symétriques et l’angle du filet est de 60°. Le filetage en V est la forme de filetage la plus courante pour les fixations.
- Soudage
- Procédé d’assemblage qui utilise la chaleur, la pression et/ou les produits chimiques pour fusionner deux matériaux de façon permanente.
- Anneau en fil métallique
- Les anneaux en fil métallique permettent de suspendre un outil à un crochet pour le ranger jusqu’à son utilisation.





































